









IS125 conveyors are our standard low-profile belt conveyor, with options...
More Information →

IS125 conveyors are our standard low-profile belt conveyor, with options...
More Information →
Longer. Faster. Stronger. IS125-FT Conveyors have more than 100 belt...
More Information →
IS175-ID conveyors save space by moving the motor inside the...
More Information →
IS300 conveyors are made for precision indexing to ±.15", and...
More Information →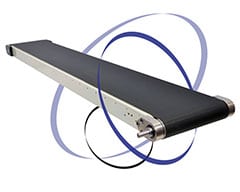
IS400 conveyors are the longest, widest and strongest of our...
More Information →